








производство алюминиевого профиля для окон
Когда говорят про производство алюминиевого профиля для окон, многие сразу представляют линию экструзии и готовые палки под покраску. Но это только верхушка. Настоящая работа начинается, когда нужно сделать профиль, который не просто будет выглядеть как окно, а реально работать лет двадцать-тридцать в наших условиях. Тут уже не до шаблонов.
Где начинается реальное качество профиля
Скажу сразу — сам пресс, конечно, важен. Но ключевое — это сплав и его подготовка. Можно купить самый дорогой немецкий пресс, но залить в него неправильно подготовленный алюминий — и все, брак пошел по конвейеру. У нас были случаи на старте, когда экономили на гомогенизации слитков. Вроде бы все по стандарту, но потом на готовых профилях, особенно для систем с терморазрывом, появлялись микротрещины после анодирования. Проблема была не в анодном цехе, а именно в структуре металла. Пришлось пересматривать весь входной контроль шихты.
Именно поэтому на серьезных производствах, вроде ООО ?Шоулюй Алюминий (Ланфан)?, этому этапу уделяют столько внимания. На их сайте capital-alu.ru прямо указано, что специализация — профили с терморазрывом для строительства. А для терморазрыва однородность сплава — это не пожелание, а обязательное условие. Потому что внутри будет заливаться полиамид, и если структура металла нестабильна, со временем может появиться деформация, мостик холода. Клиент потом скажет — окно дует.
Еще один нюанс, который часто упускают из виду — это калибровка и старение профиля после пресса. Свежевыпрессованный профиль — он как пластилин. Его физико-механические свойства нестабильны. Если его сразу резать и фрезеровать под фурнитуру, может ?повести?. Поэтому искусственное старение — не просто выдержка по времени, а строгий температурный режим. Мы на своем опыте вывели, что для наших сплавов серии 6060 и 6063 лучше работает не классическая схема, а двухэтапное старение. Да, это дольше и дороже, но геометрия потом идеальная. Особенно для крупных конструкций, где важен каждый миллиметр.
Терморазрыв: теория и суровая практика
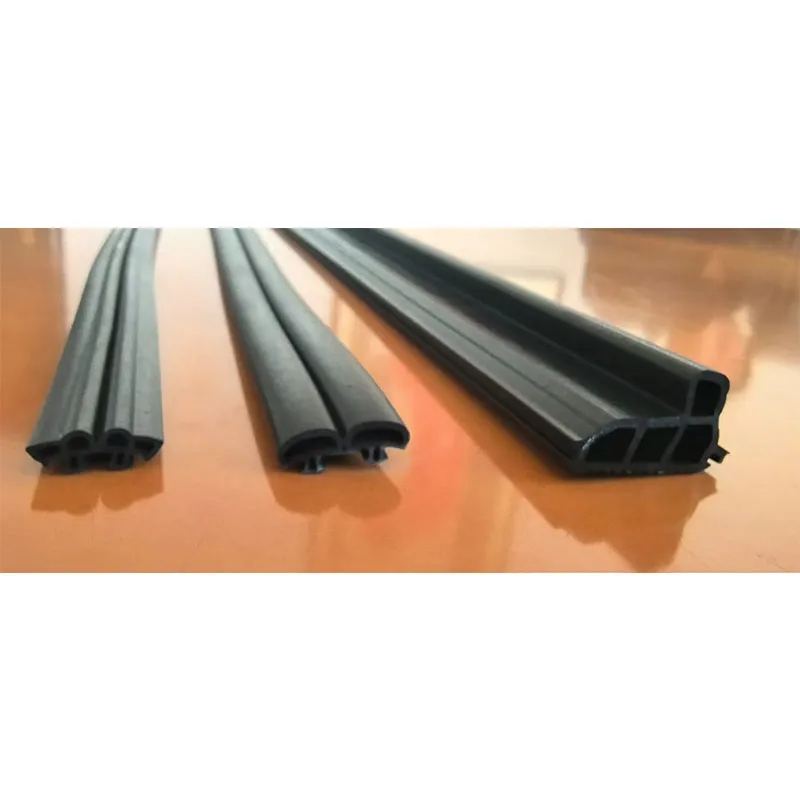
Сейчас все хотят ?теплый? алюминий. Терморазрыв стал модным словом. Но не все понимают, что это такое на деле. По сути, это две отдельные алюминиевые системы, соединенные полимерным мостом. И главная проблема здесь — не сам полиамид, а подготовка паза под его заливку.
Паз должен быть идеально чистым. Никакой смазки, никакой окисной пленки. Мы пробовали разные методы очистки: химические, механические. Остановились на комбинированной. Сначала профиль для терморазрыва проходит специальную мойку с активными компонентами, которые ?съедают? пленку, но не травят сам металл. Потом — сушка горячим воздухом под давлением. Малейшая влага — и адгезия полиамида упадет. Был печальный опыт с партией для объекта в Сочи. Высокая влажность в цехе в день производства привела к тому, что через год пошли рекламации — терморазрыв начал отслаиваться. Пришлось менять все окна за свой счет. Дорогой урок.
Компания ООО ?Шоулюй Алюминий (Ланфан), судя по их опыту с 1988 года, наверняка через это проходила. Производство алюминиевых профилей с терморазрывом — это технология, где мелочей не бывает. Важен и сам полиамид. Он бывает разный: на основе полиуретана (PA66) или более дешевые составы. Мы работаем только с PA66 GF25 (с стекловолокном 25%). Да, он дороже, но его коэффициент теплопроводности стабилен, и он не ?поплывет? на южном фасаде под палящим солнцем. Дешевый наполнитель может дать усадку или, наоборот, расшириться, и тогда в раме появится напряжение.
Покрытие: анод или порошок?
Вечный спор. Анодирование дает потрясающую долговечность и естественный металлический вид. Но для массового производства оконного профиля оно слишком капризное и дорогое. Толщина слоя, цветопередача сильно зависят от температуры электролита, плотности тока, даже от расположения профиля в ванне. Для архитектурных решений — идеально. Для типовых окон — часто избыточно.
Порошковая покраска — это наше все. Быстро, дешево, миллион цветов по RAL. Но и тут подводных камней хватает. Главный — подготовка поверхности. Фосфатирование должно быть равномерным. Если где-то слой тоньше — там краска первой начнет шелушиться. Мы раз в месяц обязательно делаем тест на адгезию по всему периметру профиля, а не только на лицевой стороне. Потому что именно на внутренних, невидимых полках, часто происходит брак по подготовке.
Еще один момент — цвет. Белый (RAL 9016) — самый популярный, но и самый проблемный в плане выгорания. Качество пигмента тут решает все. Дешевый диоксид титана может пожелтеть за пару сезонов. Поэтому мы, как и многие серьезные производители, закупаем пигмент у проверенных европейских поставщиков, даже если это удорожает продукт. Клиент может и не заметит разницу сразу, но через 5 лет она будет очевидна. На сайте capital-alu.ru видно, что компания работает для строительной сферы, а значит, их продукт должен выдерживать долгий срок службы. Тут экономия на мелочах смерти подобна.
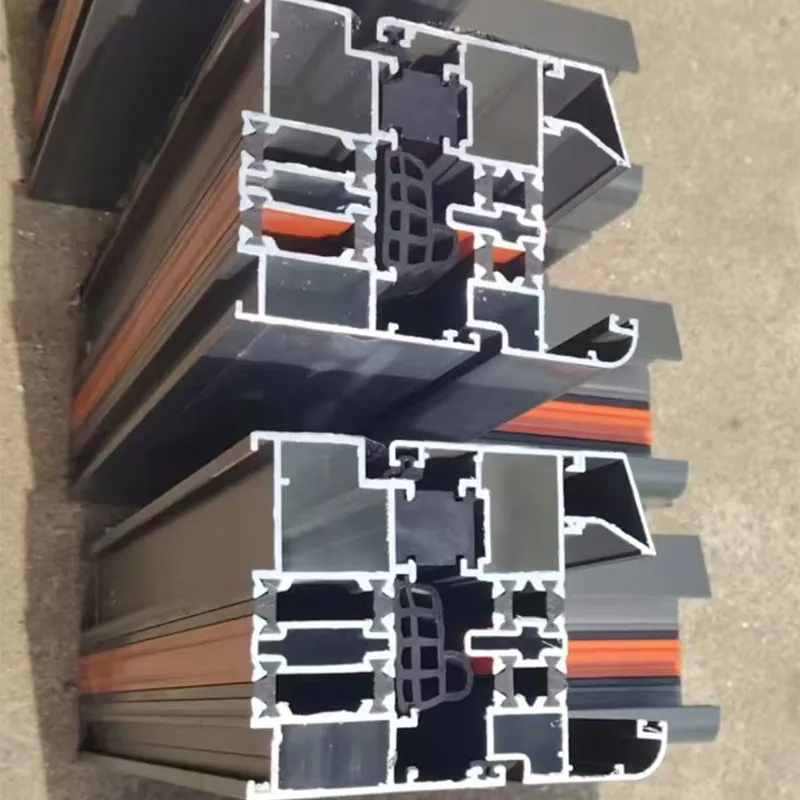
Геометрия и допуски: тихая война с фурнитурой
Это, пожалуй, самая неочевидная для заказчика часть. Можно сделать идеально ровный, красиво покрашенный профиль. Но если его геометрия не соответствует допускам под фурнитуру — окно не соберется, либо будет туго/свободно ходить.
Каждый производитель фурнитуры (Roto, Siegenia, Maco) дает свои техкарты с допусками на размеры пазов, монтажную глубину, углы. И эти допуски иногда составляют десятые доли миллиметра. Наш технолог постоянно воюет с прессовщиками: ?Выдавили на +0.3 мм? Все, эту партию под фурнитуру ?Икс? уже не используешь, только под ?Игрек?, у них паз шире?. Бывает, переделываем оснастку под конкретный крупный проект, где архитектор выбрал определенную фурнитуру. Это кропотливо и не всегда рентабельно, но иначе нельзя.
Особенно критична геометрия для профилей с терморазрывом. Там, по сути, две отдельные части соединяются полимером. Если при прессовке была разница в скорости выхода наружной и внутренней части, или неравномерное охлаждение, то может возникнуть внутреннее напряжение. Профиль вроде ровный, но когда его распиливаешь, его ?ведет?. Сборщик на объекте потом мучается. Поэтому 100% контроль геометрии на координатно-измерительной машине для ответственных серий — это не роскошь, а необходимость. Думаю, на таком предприятии, как ООО ?Шоулюй Алюминий (Ланфан), с их историей, такие системы контроля давно внедрены.
Логистика и упаковка: последний рубеж
Казалось бы, профиль сделан, покрашен, проверен. Можно грузить и отгружать. Но нет. Половина рекламаций приходит именно из-за повреждений при транспортировке и хранении. Алюминий — материал мягкий. Упаковка должна быть не просто в стрейч-пленку.
Мы перешли на угловые картонные защитные элементы и плотную стретч-пленку с УФ-стабилизатором. Потому что если профиль будет лежать на стройплощадке неделю под солнцем, обычная пленка ссохнется и ее будет не снять. А углы — самое уязвимое место. Один удар вилочным погрузчиком — и на ребре жесткости вмятина. Поставить такой профиль в створку уже нельзя.
Еще важный момент — маркировка. На каждой палке должен быть виден номер партии, дата, тип покрытия, длина. Это помогает и нам, и заказчику. Были прецеденты, когда на объекте смешивали профили от разных партий, слегка отличающиеся по оттенку. Потом монтируют на фасад, а он в полоску. Скандал. Теперь настаиваем, чтобы монтажники обращали на маркировку внимание. В идеале — использовать всю партию для одного объекта, но в реальности так редко бывает.
В общем, производство алюминиевого профиля для окон — это длинная цепочка, где слабым может оказаться любое звено. От сплава до упаковки. И опыт как раз в том, чтобы знать, где в этой цепочке чаще всего рвется, и иметь наготове решение. Не по учебнику, а то, что сработало в прошлый раз в похожей ситуации. Именно такой практический багаж, на мой взгляд, и отличает просто завод от надежного поставщика, способного закрывать сложные проекты.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Теплоизолирующий алюминиевый профиль с терморазрывом серии LC65
Теплоизолирующий алюминиевый профиль с терморазрывом серии LC65 -
 Теплоизолирующий алюминиевый профиль с терморазрывом серии SL85 тройное остекление коробка и створка в одной плоскости
Теплоизолирующий алюминиевый профиль с терморазрывом серии SL85 тройное остекление коробка и створка в одной плоскости -
 Алюминиевый профиль для противомоскитной двери с сеткой алмазная серия 90AL
Алюминиевый профиль для противомоскитной двери с сеткой алмазная серия 90AL -
 Профили серии 108SL для системных окон с терморазрывом и трехкамерным стеклопакетом и интегрированной москитной сеткой
Профили серии 108SL для системных окон с терморазрывом и трехкамерным стеклопакетом и интегрированной москитной сеткой -
 Профили серии 80ZRH для системных окон с терморазрывом и рамой вровень со створкой
Профили серии 80ZRH для системных окон с терморазрывом и рамой вровень со створкой -
 Серии алюминиевых профилей для складных дверей
Серии алюминиевых профилей для складных дверей -
 Профили серии 80AL для системных окон с терморазрывом и рамой вровень со створкой
Профили серии 80AL для системных окон с терморазрывом и рамой вровень со створкой -
 Профили серии 96 для системных окон с двойным терморазрывом и наружным открыванием
Профили серии 96 для системных окон с двойным терморазрывом и наружным открыванием -
 Теплоизолирующий алюминиевый профиль с терморазрывом серии SL70
Теплоизолирующий алюминиевый профиль с терморазрывом серии SL70 -
 Теплоизолирующий алюминиевый профиль с терморазрывом серии JS65
Теплоизолирующий алюминиевый профиль с терморазрывом серии JS65 -
 Профили серии 100AL для системных окон с рамой вровень со створкой и двойным внутренним открыванием
Профили серии 100AL для системных окон с рамой вровень со створкой и двойным внутренним открыванием -
 Профили серии 108SL для системных окон с терморазрывом и двухкамерным стеклопакетом и интегрированной москитной сеткой
Профили серии 108SL для системных окон с терморазрывом и двухкамерным стеклопакетом и интегрированной москитной сеткой
Связанный поиск
Связанный поиск- Экологичные алюминиевые профили с терморазрывом
- Теплоизолирующие алюминиевые навесные фасады с терморазрывом
- Алюминиевые профили
- Комплектующие для противомоскитных сеток
- Алюминиевые профили для решеток
- Теплоизолирующие алюминиевые профили для окон и дверей с терморазрывом
- виды алюминиевых профилей для окон
- Стекло для алюминиевых окон и дверей
- алюминиевый профиль для дверей и перегородок
- замена алюминиевого профиля