








производство алюминиевого профиля для дверей
Когда говорят о производстве алюминиевого профиля для дверей, многие сразу представляют себе простое прессование прутка. На деле же — это целая цепочка решений, где ошибка на любом этапе, от выбора сплава до нанесения покрытия, приводит либо к скрипущей двери, которая ?ведёт? через полгода, либо к мостику холода, на котором зимой выпадает конденсат. Самый частый промах — недооценка роли терморазрыва в нашем климате. Многие мелкие цеха гонят профиль по упрощённой схеме, экономят на полиамидных вставках или их геометрии, а потом у заказчика проблемы с теплом и шумом. Я это видел не раз.
Сырьё и сплавы: с чего всё начинается
Всё упирается в алюминиевую чушку. Для дверного профиля обычно идёт серия АД31 или 6060, но тут есть нюанс. Если производитель хочет сэкономить, он может пустить в переплавку слишком много вторичного сырья. Профиль внешне будет нормальным, но при фрезеровке или нагрузке на петли может проявиться хрупкость, внутренние напряжения. Мы как-то получили партию профиля для раздвижных систем — вроде бы всё по ТУ, но при монтаже несколько элементов дали микротрещину в зоне крепления роликов. Пришлось разбираться, оказалось — поставщик ?поиграл? с составом, добавил легирующих элементов меньше нормы для экономии.
Ещё момент — состояние поверхности заготовки перед прессованием. Малейшие загрязнения, окалина — и на готовом профиле после анодирования или покрашки проступят дефекты, которые не всегда видны сразу, но через пару лет начнут ?цвести?. Контроль входящего сырья — это не просто бумажка, это необходимость.
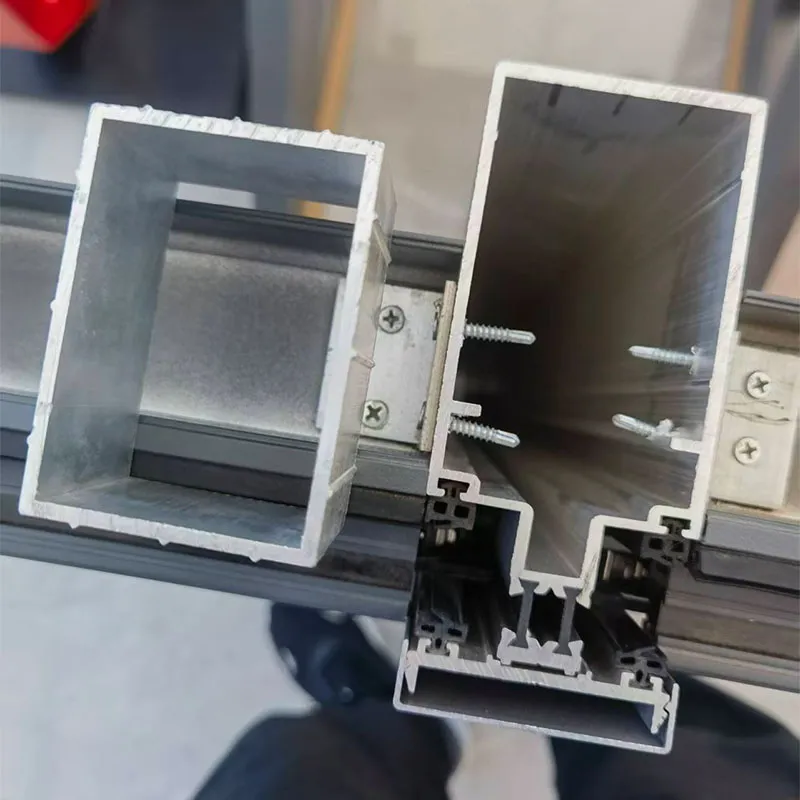
Кстати, о терморазрыве. Сам по себе алюминий — отличный проводник температуры. Поэтому для дверей, особенно входных, нужен профиль с терморазрывом. По сути, это когда внутри профиля, между внешней и внутренней частью, впрессована полиамидная или иная полимерная вставка. Она и разрывает поток холода. Но тут важно не просто её наличие, а качество материала (он должен быть стеклонаполненным для стабильности) и точность посадки. Случалось, видел образцы, где эта вставка ?гуляла? или была из дешёвого пластика, который со временем просел — разрыв перестал работать эффективно.
Прессование и геометрия: где кроются скрытые проблемы
Пресс — это сердце производства. Но даже на хорошем оборудовании можно получить брак, если не следить за температурой матрицы и скоростью выдавливания. Слишком быстро — профиль ?ведёт?, внутренние напряжения. Слишком медленно — возможны неровности на поверхности. Для дверного профиля критична геометрия пазов под уплотнители и фурнитуру. Миллиметровое отклонение — и резинка не станет плотно, или ролик будет ходить туго.
Одна из частых проблем, о которой мало говорят — ?следы матрицы? на лицевой поверхности. После покраски они могут быть не видны, но под матовым анодом или тёмным лаковым покрытием проступают. Это брак, но не все поставщики его признают, ссылаясь на ?особенности процесса?. Приходится жёстко прописывать допуски в техническом задании.
После пресса профиль идёт на старение — искусственное или естественное. Это нужно для снятия напряжений. Тут многие гонятся за скоростью, используют искусственное старение, но если не выдержать режим, профиль может потерять прочностные характеристики. Для ответственных дверей, особенно высоких или с большим стеклопакетом, это критично. Проверяли как-то партию — профиль прошёл все испытания на разрыв, но при динамической нагрузке (имитация резкого захлопывания) показал худшие результаты. Причина — неполный цикл старения.
Обработка поверхности: не только красота, но и защита
Анодирование или порошковая покраска? Для дверей чаще идёт покраска — выбор цветов больше, да и современные полимеры держатся хорошо. Но! Качество покраски на 90% зависит от подготовки — обезжиривания, хроматирования. Плохо подготовил поверхность — краска отойдёт через год-два, особенно на торцах и в местах крепления. Видел такие двери на объектах — смотришь, и по краям уже ?залупливается?.
Порошковая покраска хороша, когда толщина слоя выдержана. Слишком тонкий слой — недолговечен, слишком толстый — может потрескаться при температурных деформациях профиля. Оптимально — 60-80 мкм. Контролировать это нужно выборочно, но постоянно. У нас был случай с поставщиком, который экономил на краске — средняя толщина была в норме, но на углах и внутренних полках — едва дотягивала до 40. Обнаружили только приборами.
Для уличных дверей сейчас часто делают комбинированную отделку — снаружи стойкая к УФ покраска, внутри — анодирование под дерево или что-то ещё. Технологически сложнее, но вид и долговечность того стоят. Главное — обеспечить чёткую границу между типами покрытий, чтобы не было наплывов.
Сборка и фурнитура: финальный штрих, который всё решает
Каким бы качественным ни был алюминиевый профиль для дверей, плохая сборка его убьёт. Речь о резиновых уплотнителях, армирующих вкладышах, правильной обрезке под 45 градусов. Если торец запилен неровно или в стык попала стружка — будет продувать. Если не поставили армирующую планку в створку большой высоты — её со временем поведёт.
Фурнитура — отдельная история. Пазы под петли и замки должны фрезероваться с высокой точностью. Бывает, профиль отличный, а петля ?играет? на пару миллиметров — дверь перекашивается. Или хуже — фрезеровка ослабила стенку профиля в критичном месте. Поэтому чертежи под фурнитуру должны быть согласованы с её производителем. Универсальных решений тут нет.
На своём опыте знаю, что многие проблемы всплывают не на заводе, а на объекте, при монтаже. Например, профиль сделан под определённую толщину утеплителя или стеклопакета, а монтажники поставили что-то другое — и прижим нарушен. Или не учли температурное расширение при монтаже в жёсткую клипсу. Поэтому хороший производитель всегда даёт не просто профиль, а инструкцию по монтажу и, желательно, схему раскроя.
Кейс и практический взгляд
Вот, к примеру, возьмём компанию ООО ?Шоулюй Алюминий (Ланфан)?. Они на рынке с 1988 года и специализируются именно на производстве алюминиевых профилей с терморазрывом для строительства. Это важный акцент. Когда профиль изначально проектируется под терморазрыв, а не делается как адаптация стандартной системы, геометрия камер и вставок получается более продуманной. На их сайте capital-alu.ru видно, что они делают ставку на эту технологию. В нашем регионе их продукцию несколько раз использовали для остекления входных групп в бизнес-центрах — претензий по теплу не было, что уже показатель.
Но даже у таких опытных игроков бывают сложности. Как-то обсуждали с их технологом проблему совместимости профиля с фурнитурой определённого европейского бренда. Оказалось, паз под многозапорный замок требовал минимальной корректировки под более жёсткий наш климат, чтобы избежать заклинивания при сильном морозе. Они пошли на доработку пресс-формы — мелочь, но для конечного пользователя критичная.
В целом, производство алюминиевого профиля для дверей — это не конвейер, а скорее подбор решений под задачу. Нужно понимать, где будет стоять дверь (улица, подъезд, офис), какие нагрузки, какой климат. И уже под это выбирать сплав, тип терморазрыва, покрытие и способ сборки. Без этого понимания даже самый дорогой профиль может не оправдать ожиданий. Главное — не гнаться за дешевизной в ущерб ключевым параметрам, особенно тем, которые проверишь только через несколько сезонов.
Соответствующая продукция
Соответствующая продукция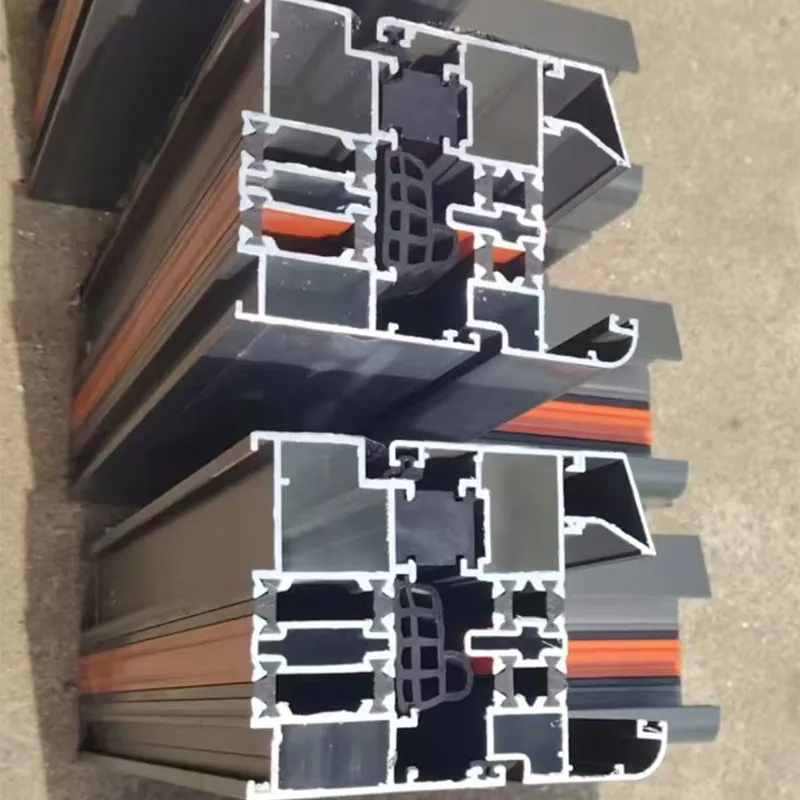


Самые продаваемые продукты
Самые продаваемые продукты-
 Алюминиевый профиль для противомоскитной двери с сеткой алмазная серия 85AL
Алюминиевый профиль для противомоскитной двери с сеткой алмазная серия 85AL -
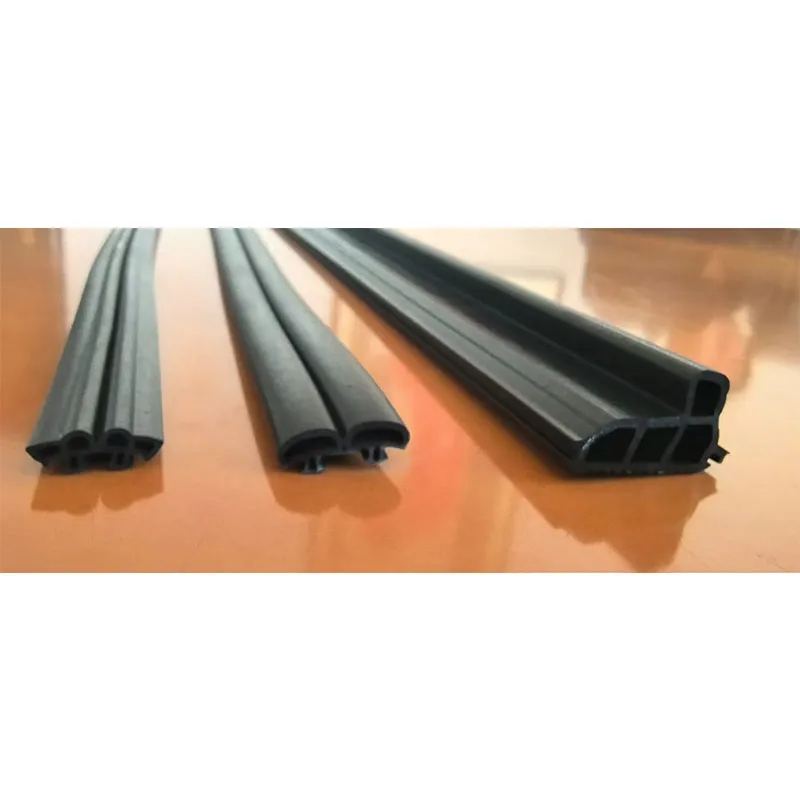 Уплотнитель оконных и дверных конструкций с пенным наполнением
Уплотнитель оконных и дверных конструкций с пенным наполнением -
 Профили серии 70SL для системных окон с терморазрывом и рамой вровень со створкой
Профили серии 70SL для системных окон с терморазрывом и рамой вровень со створкой -
 Профили для навесных фасадов
Профили для навесных фасадов -
 Профили серии 100AL для системных окон с рамой вровень со створкой и двойным внутренним открыванием
Профили серии 100AL для системных окон с рамой вровень со створкой и двойным внутренним открыванием -
 Теплоизолирующий алюминиевый профиль с терморазрывом серии LC65
Теплоизолирующий алюминиевый профиль с терморазрывом серии LC65 -
 Профили серии 80AL для системных окон с терморазрывом и рамой вровень со створкой
Профили серии 80AL для системных окон с терморазрывом и рамой вровень со створкой -
 Теплоизолирующий алюминиевый профиль с терморазрывом серии SL70
Теплоизолирующий алюминиевый профиль с терморазрывом серии SL70 -
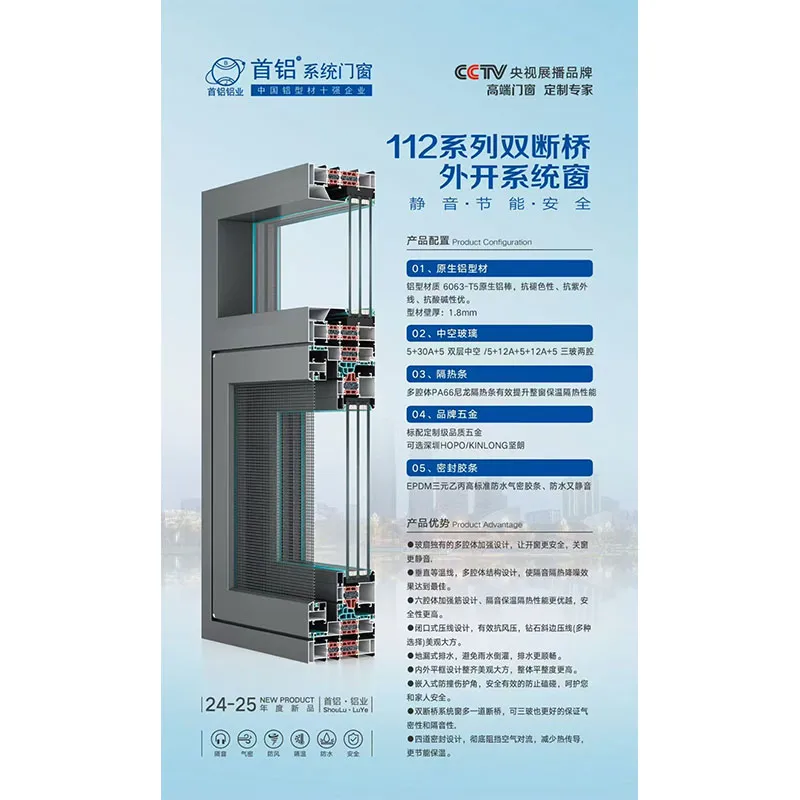 Профили серии 112 для системных окон с двойным терморазрывом и наружным открыванием
Профили серии 112 для системных окон с двойным терморазрывом и наружным открыванием -
 Фурнитурная ручка-замок
Фурнитурная ручка-замок -
 Профили серии 108SL для системных окон с терморазрывом и трехкамерным стеклопакетом и интегрированной москитной сеткой
Профили серии 108SL для системных окон с терморазрывом и трехкамерным стеклопакетом и интегрированной москитной сеткой -
 Серии алюминиевых профилей для противомоскитных сеток
Серии алюминиевых профилей для противомоскитных сеток
Связанный поиск
Связанный поиск- стандартные алюминиевые профили
- Теплоизолирующие алюминиевые навесные фасады с терморазрывом
- теплый подставочный профиль для алюминиевых окон
- окна алюминиевый профиль для веранды
- алюминиевый профиль для рамы окна
- алюминиевые двери цвет профиля
- оконные профили алюминиевые гост
- алюминиевой профиль продажа
- алюминиевый профиль для дверей из стекла
- Промышленные алюминиевые профили