








оконные профили алюминиевые гост
Когда слышишь ?оконные профили алюминиевые гост?, первое, что приходит в голову — формальность, бумажка для тендера. Многие так и думают, мол, главное — чтобы в документах стояла нужная маркировка. Но на деле, если копнуть, ГОСТ — это скорее нижняя планка, базовый уровень выживания, а не гарантия качества. Особенно это чувствуешь, когда работаешь с разными поставщиками. Вот, например, китайские производители. У них часто есть свои ТУ, которые вроде как соответствуют нашим стандартам, но когда начинаешь смотреть на геометрию профиля, на толщину стенок, на качество покрытия — понимаешь, что одно только упоминание ГОСТ в спецификации ничего не решает. Это как раз тот случай, когда нужно смотреть не на название, а на суть.
Что скрывается за аббревиатурой?
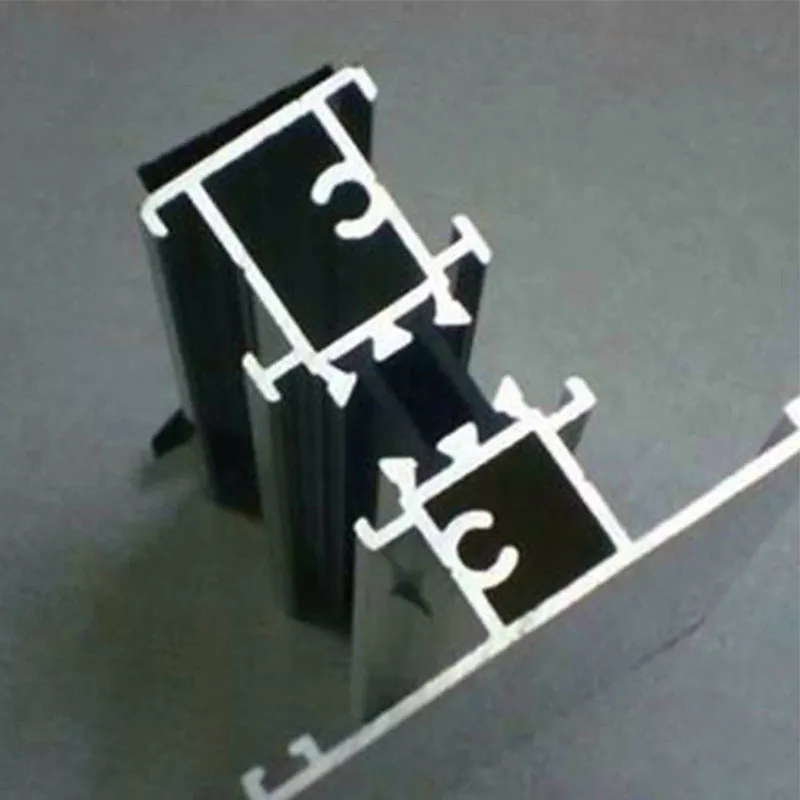
ГОСТ на алюминиевые профили — это не один документ, а целый комплекс. Тут и требования к сплавам, чаще всего это АД31, АД33, и к механическим свойствам, и к допустимым отклонениям в геометрии. Но ключевой момент, который многие упускают — это как именно производитель соблюдает эти допуски. Можно формально укладываться в рамки, но иметь ?плавающую? геометрию от партии к партии. А это потом вылезает боком при монтаже: створки висят неровно, фурнитура работает туго.
Я помню, мы как-то взяли партию профиля у одного нового поставщика. В сертификатах всё идеально, все ГОСТы перечислены. А когда привезли на объект и начали резать, заметили, что в разных пачках профиль немного, на глаз почти незаметно, но разный по оттенку анодировки. Проблема не в эстетике даже, а в том, что это сигнал о нестабильности технологического процесса на заводе. Если с покрытием такие косяки, то что с внутренней структурой? В итоге, часть партии пришлось вернуть.
Поэтому сейчас для нас важным ориентиром стала не только маркировка, но и репутация завода, его оснащение. Вот, например, смотрим на сайт ООО ?Шоулюй Алюминий (Ланфан)? — capital-alu.ru. Компания, которая работает с 1988 года, и специализируется именно на профилях с терморазрывом. Длинная история — это часто (но не всегда!) показатель отлаженных процессов. Их акцент на терморазрывных системах уже говорит о ориентации на серьёзный сегмент рынка, где просто ?гостовского? профиля недостаточно, нужны именно инженерные решения.
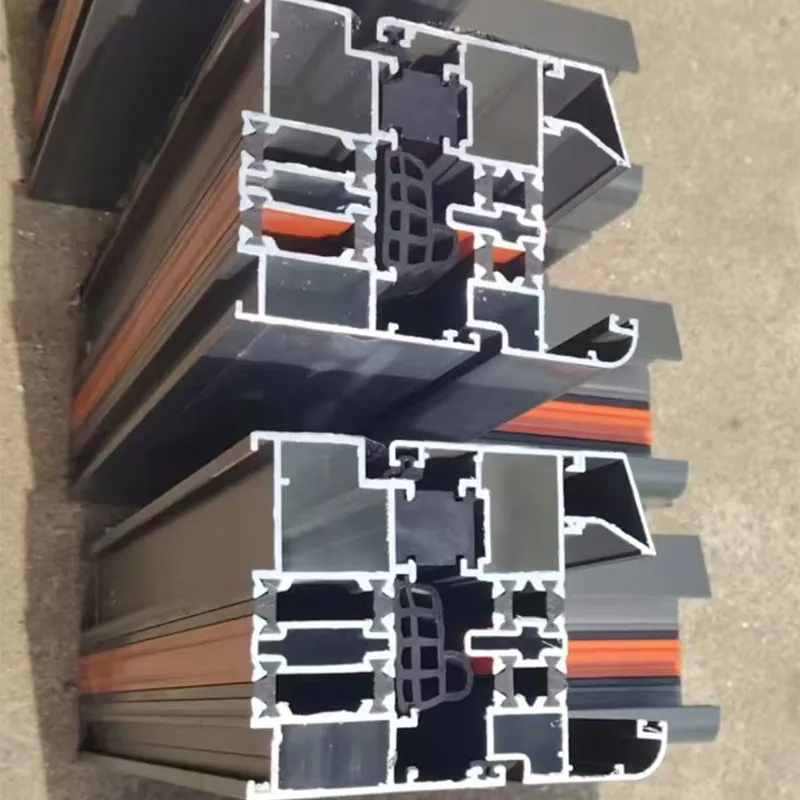
Терморазрыв — это не просто вставка
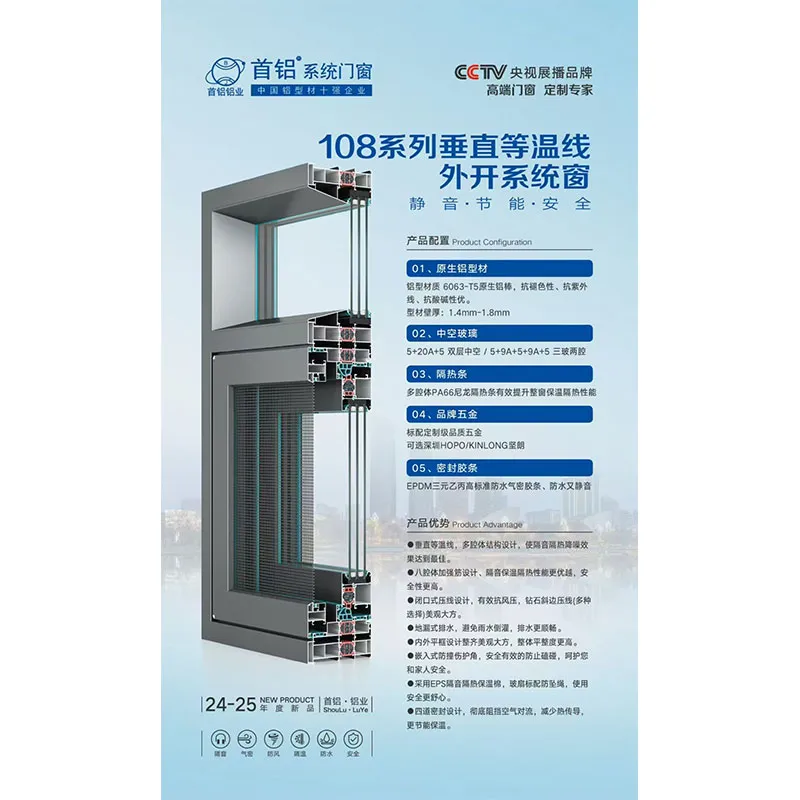
Вот это отдельная тема. Многие думают, что профиль с терморазрывом — это просто алюминиевая конструкция, куда вставлена полоска полиамида. Мол, главное — чтобы вставка была. А на деле, вся соль — в качестве этой самой полиамидной вставки, в способе её соединения с алюминием (заливка, механическое соединение), в её ширине и конфигурации. Дешёвые вставки со временем могут деформироваться, потерять адгезию, начать ?гулять? внутри профиля. И тогда весь смысл терморазрыва теряется — появляются мостики холода.
У нас был печальный опыт на одном объекте в холодном регионе. Поставили окна с, как нам казалось, хорошим профилем. Но через две зимы на откосах внутри пошёл конденсат, а потом и плесень. Стали разбираться. Оказалось, поставщик сэкономил именно на вставке — использовал материал низкой плотности, который со временем дал усадку и микротрещины. Формально профиль был ?терморазрывным?, но фактически — нет. С тех пор мы требуем не только сертификаты на профиль, но и отдельные протоколы испытаний именно на теплопередачу для готовой системы, а лучше — натурные испытания.
Кстати, если вернуться к ООО ?Шоулюй Алюминий (Ланфан)?, то их профили с терморазрывом как раз из той категории, на которую стоит обратить внимание при таких требовательных проектах. Долгая история производства, указанная в описании компании, косвенно намекает на то, что они должны были пройти через множество таких ?детских болезней? и отработать технологию до стабильного состояния. Но, опять же, это нужно проверять лично, запрашивая тестовые образцы.
Покрытие: анодировка против порошковой краски
Ещё один камень преткновения в теме алюминиевых профилей по ГОСТ — это финишное покрытие. ГОСТ регламентирует толщину, твёрдость, адгезию. Но как это проверять на месте? Анодировка, например. Качественное анодированное покрытие — матовое, равномерное, без радужных разводов. Оно должно быть достаточно толстым, особенно для фасадных конструкций. Мы для проверки иногда используем простой толщиномер, но он не всегда под рукой. Поэтому доверяешь больше тем, кто присылает образцы с завода вместе с протоколами испытаний от независимой лаборатории.
Порошковая краска — история похожая. Цвет должен быть равномерным, без наплывов, обратная сторона профиля тоже должна быть прокрашена, а не только лицевая. Частая проблема дешёвых профилей — тонкий слой краски на углах, где она ?стекает? при полимеризации. Через пару лет там начинает проступать алюминий. При выборе между анодом и краской часто смотрят на дизайн. Но для сложных условий, например, в приморских городах с агрессивной средой, анодирование с правильной толщиной слоя всё-таки надёжнее, хоть и дороже.
И здесь опять важен производитель. Большие заводы, которые вкладываются в современные линии окраски и анодирования, обычно дают более стабильный результат. Мелкие же цеха могут экономить на предварительной обработке (обезжиривание, травление), что критически влияет на долговечность покрытия. На сайте capital-alu.ru видно, что речь идёт о полноценном предприятии, а не о сборочном цехе. Это внушает определённый уровень доверия к стабильности качества по таким параметрам, как покрытие.
Монтажный аспект: что не написано в ГОСТ
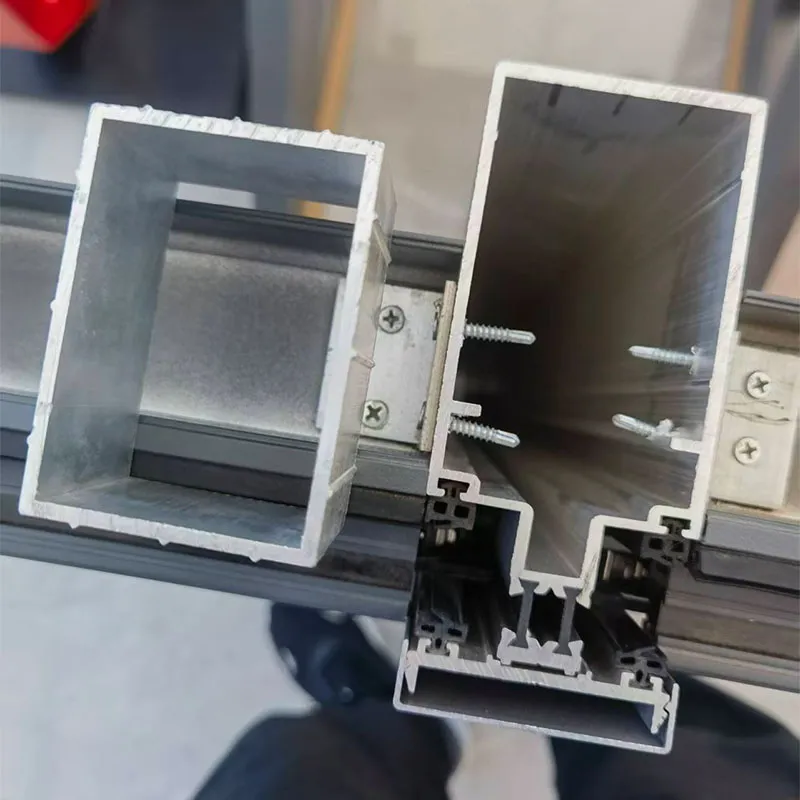
Самое интересное начинается, когда профиль приезжает на объект. ГОСТ не расскажет, как он будет вести себя при фрезеровке пазов под фурнитуру. Бывает, что сплав слишком мягкий, и при вкручивании саморезов резьба ?проскальзывает?, не держит. Или наоборот, слишком жёсткий, и фреза тупится мгновенно. Это всё — косвенные признаки отклонений в химическом составе сплава или термообработке.
Ещё один практический момент — внутренние полости профиля. В них часто скапливается конденсат от перепадов температур при транспортировке или хранении. Если дренажные отверстия не сделаны или сделаны плохо, эта вода останется внутри и может вызвать коррозию изнутри, которая снаружи будет незаметна до самого последнего момента. При приёмке профиля теперь всегда заглядываем в торец, проверяем эти моменты.
Именно поэтому выбор поставщика — это не только вопрос цены за килограмм. Это вопрос снижения рисков на объекте. Когда работаешь с профилем от проверенного производителя, например, от того же ООО ?Шоулюй Алюминий (Ланфан)?, который, судя по всему, делает ставку на строительный сегмент, есть ожидание, что эти инженерные нюансы у них уже учтены в конструкции. Но проверить, повторюсь, надо в любом случае.
Вместо заключения: мысль вслух
Так что, возвращаясь к началу. Алюминиевые оконные профили гост — это необходимый, но далеко не достаточный минимум. Это язык, на котором общаются заказчик, проектировщик и поставщик, чтобы понять друг друга. Но настоящий разговор начинается, когда ты начинаешь задавать вопросы: какой именно ГОСТ, какие дополнительные испытания проходил профиль, какое оборудование стоит на заводе, можно ли посмотреть реальные объекты с этой продукцией лет пятилетней давности.
Опыт, в том числе негативный, учит смотреть глубже бумажек. Сейчас рынок насыщен предложениями, и часто выигрывает не тот, у кого просто есть сертификат, а тот, чей профиль без проблем проходит все этапы — от разгрузки на складе до финишной регулировки фурнитуры на объекте через несколько лет. И такие производители, как ООО ?Шоулюй Алюминий (Ланфан)?, с их долгой историей в нише терморазрывных систем, изначально находятся в более выигрышной позиции, чтобы предлагать именно такой продукт. Но финальный вердикт, как всегда, выносит практика и время.
В общем, гост — это каркас, скелет. А мышцы, кровь и характер профилю даёт именно производитель, его технологическая дисциплина и подход к делу. И это уже не проверишь никаким документом, только опытом работы.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Алюминиевый профиль для противомоскитной двери с сеткой алмазная серия 85AL
Алюминиевый профиль для противомоскитной двери с сеткой алмазная серия 85AL -
 Уплотнитель оконных и дверных конструкций с пенным наполнением
Уплотнитель оконных и дверных конструкций с пенным наполнением -
 Профили серии 70SL для системных окон с терморазрывом и рамой вровень со створкой
Профили серии 70SL для системных окон с терморазрывом и рамой вровень со створкой -
 Профили серии 96 для системных окон с двойным терморазрывом и наружным открыванием
Профили серии 96 для системных окон с двойным терморазрывом и наружным открыванием -
 Фурнитурная ручка-замок
Фурнитурная ручка-замок -
 Профили серии 100AL для системных окон с рамой вровень со створкой и двойным внутренним открыванием
Профили серии 100AL для системных окон с рамой вровень со створкой и двойным внутренним открыванием -
 Серии алюминиевых профилей для складных дверей
Серии алюминиевых профилей для складных дверей -
 Профили серии 80ZRH для системных окон с терморазрывом и рамой вровень со створкой
Профили серии 80ZRH для системных окон с терморазрывом и рамой вровень со створкой -
 Профили серии 108SL для системных окон с терморазрывом и двухкамерным стеклопакетом и интегрированной москитной сеткой
Профили серии 108SL для системных окон с терморазрывом и двухкамерным стеклопакетом и интегрированной москитной сеткой -
 Алюминиевый профиль для противомоскитной двери с сеткой алмазная серия 90AL
Алюминиевый профиль для противомоскитной двери с сеткой алмазная серия 90AL -
 Профили серии 112 для системных окон с двойным терморазрывом и наружным открыванием
Профили серии 112 для системных окон с двойным терморазрывом и наружным открыванием -
 Теплоизолирующий алюминиевый профиль с терморазрывом серии LC65
Теплоизолирующий алюминиевый профиль с терморазрывом серии LC65
Связанный поиск
Связанный поиск- алюминиевый профиль для дверей скрытого монтажа
- алюминиевый профиль риал
- алюминиевый профиль для зимнего сада
- алюминиевый профиль для дверей
- раздвижные окна для веранды алюминиевым профилем
- Теплоизолирующий алюминиевый профиль с терморазрывом
- алюминиевые двери цвет профиля
- Алюминиевые профили для жалюзи
- алюминиевый профиль для окон и дверей
- Алюминиевые профили для противомоскитных дверей