








изделия из алюминиевого профиля
Когда слышишь ?изделия из алюминиевого профиля?, многие представляют себе стандартные рамы или каркасы. Но на деле — это целый мир, где от выбора системы, обработки торцов и даже способа анодирования зависит, простоит конструкция десять лет или тридцать. Частая ошибка — гнаться за низкой ценой метра профиля, забывая, что стоимость конечного изделия из алюминиевого профиля складывается из раскроя, фрезеровки, сборки и, что критично, качества фурнитуры. Сейчас объясню, почему.
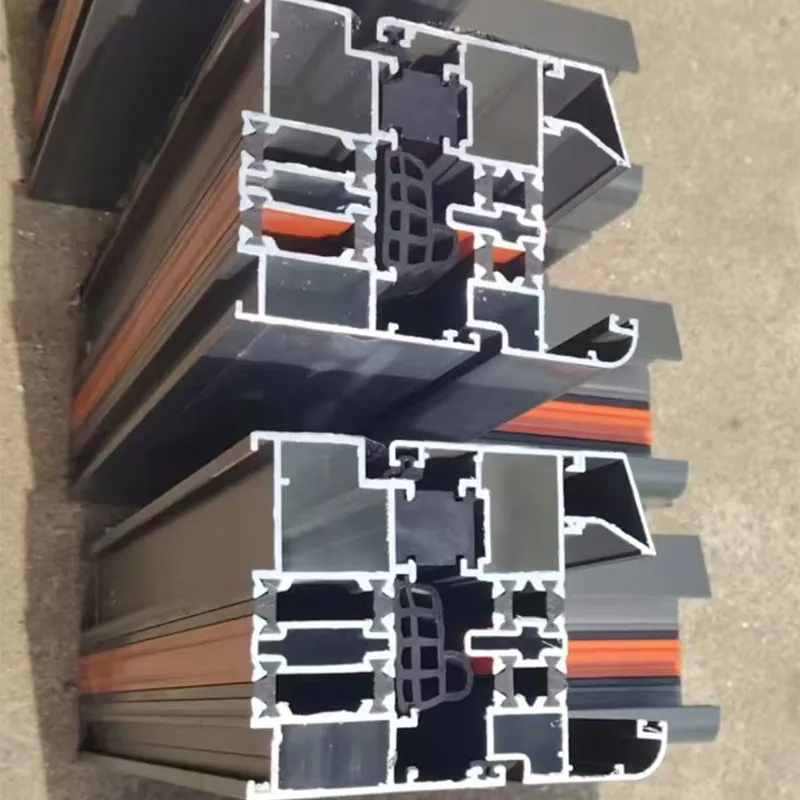
Терморазрыв — это не маркетинг
Вот тут многие спотыкаются. Видят профиль с полоской полиамида и думают: ?Ну, терморазрыв есть и ладно?. А на деле важно, как этот самый разрыв сделан. Качество заливки, плотность прилегания к металлу, сам материал вставки — всё это влияет. Работал с разными системами, и скажу: некачественный терморазрыв со временем ?проседает?, появляется мостик холода, конденсат. И клиент потом ругается не на производителя профиля, а на нас, сборщиков.
Кстати, обратил внимание на компанию ООО ?Шоулюй Алюминий (Ланфан)? — https://www.capital-alu.ru. Они с 1988 года в теме, и специализация у них как раз на профилях с терморазрывом для строительства. Это о чём-то говорит. Долго на рынке не продержишься, если халтуришь с такими вещами. В их случае, судя по описанию, фокус на строительстве, а это обычно предполагает более строгие требования к геометрии и стабильности систем.
Помню проект, где заказчик настоял на дешёвом профиле с сомнительным терморазрывом. Смонтировали фасадную систему. Через две зимы пошли жалобы на промерзание в районе импостов. Вскрыли — полиамидная вставка местами отошла, где-то даже треснула. Переделывали за свой счёт. С тех пор на сырьё смотрю в два раза пристальнее.
Раскрой и обработка: где теряется прибыль
Казалось бы, что сложного: получил палки, порезал по размерам, собрал. Но именно на раскрое многие цеха ?съедают? всю рентабельность. Неправильно настроенный пильный центр, тупые пилы — и получаешь сколы на защитной плёнке, заусенцы, неточные углы. Потом эти миллиметры накапливаются при сборке, и готовое изделие из алюминиевого профиля или перекашивает, или щели появляются.
У себя в цеху через это прошли. Купили старый станок, думали, сэкономим. Ан нет — брак пореза вырос на 8%. Перешли на оборудование с двумя режущими головками и системой точной подачи. Брак упал до приемлемых 0.5-1%, но и стоимость часа работы станка выросла. Пришлось пересчитывать калькуляции для клиентов. Некоторые ушли, но те, кому важно качество, остались и даже объёмы увеличили.
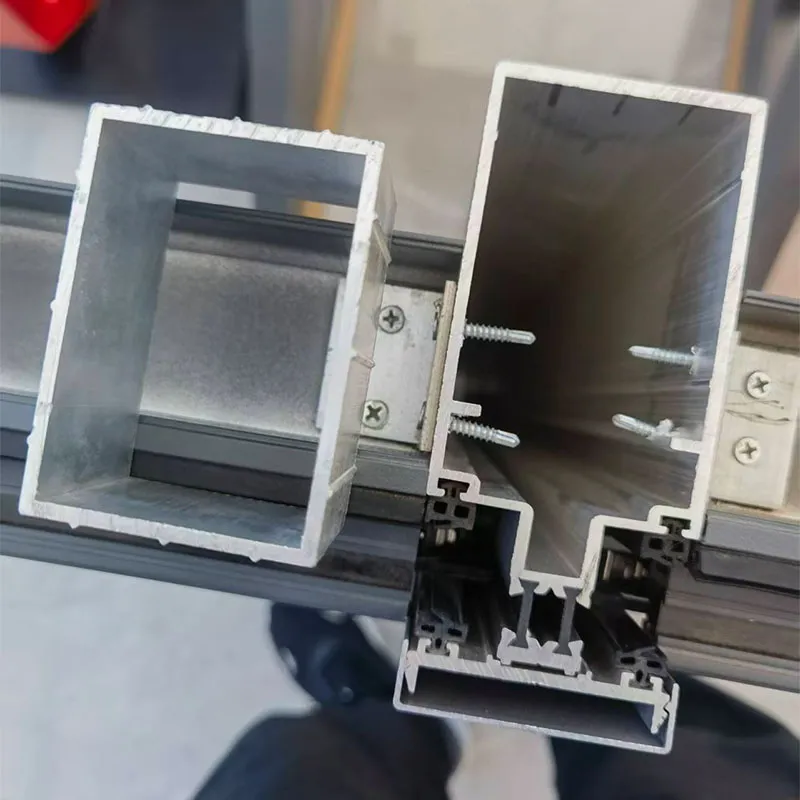
Ещё один нюанс — чистка торцов после резки. Если под фрезеровку или под уплотнитель идёт неровный торец — проблемы гарантированы. Особенно это критично для профилей под остекление, где важен равномерный прижим штапика.
Фурнитура — слабое звено
Можно взять отличный, дорогой алюминиевый профиль, но испортить всё дешёвой фурнитурой. Ролики, которые перестают кататься через год, механизмы запирания с люфтом, некачественные угловые соединители — бич многих готовых изделий. Клиент-то видит в первую очередь не марку профиля, а то, как плавно открывается створка или не дует ли из угла.
Выработал для себя правило: фурнитуру подбираю под задачу. Для тяжёлых раздвижных систем — только ролики на подшипниках, причём проверенных брендов. Для фасадов с высокими ветровыми нагрузками — усиленные угловые кронштейны и минимум два контура уплотнения. Да, это дороже. Но когда через пять лет приезжаешь на объект и всё работает как новое — это лучшая реклама.
Был у меня печальный опыт с ?экономным? заказчиком, который сам закупил китайскую фурнитуру неизвестного происхождения. Уговорить не удалось. Через восемь месяцев он же позвонил с просьбой заменить всё на нормальную. Ролики развалились, ручки расшатались. С тех пор в договор включаю пункт, что не несу ответственность за навязанную стороннюю фурнитуру.
Покраска и анодирование: внешний вид vs защита
Тут дилемма. Порошковая покраска даёт огромный выбор цветов по RAL, выглядит солидно. Но если технология нарушена (плохая подготовка поверхности, недожог или пережог в печи), то краска через пару лет начнёт шелушиться, особенно на уличных конструкциях. Анодирование же — более стойко к ультрафиолету и механическим воздействиям, но цветовая гамма беднее, в основном серебристые, золотистые, чёрные тона.
Для уличных изделий из профиля, особенно в агрессивной среде (например, у моря), я чаще склоняюсь к анодированию. Оно хоть и дороже, но создаёт более прочный оксидный слой. Для интерьерных перегородок, стеллажей — тут однозначно порошковая краска, можно и с текстурой.
Важный момент — контроль поставщика. Не стесняйтесь запрашивать сертификаты на краску и отчёт по адгезии. Однажды получили партию профиля, который на вид был идеален. А при монтаже в нескольких местах на срезах увидели неоднородность анодного слоя. Вернули всю партию. Поставщик, кстати, был не из мелких. Бдительность терять нельзя никогда.
Сборка: от чертежа до готового изделия
Здесь сходятся все ниточки. Даже с идеальными комплектующими можно собрать брак. Главное — чёткий техпроцесс. У нас, например, для каждого типа изделия (окно, дверь, фасадная панель) есть своя карта сборки с контрольными точками. Обязательная проверка диагоналей после стяжки углов, контроль зазоров под фурнитуру, тест на плавность хода до установки стёкол.
Частая ошибка новичков — перетянуть угловые соединения. Кажется, что туже — значит, крепче. А на деле можно ?повести? профиль, создать внутренние напряжения. Потом либо стекло не встанет, либо геометрия поплывёт при перепадах температур. Используем динамометрические ключи с определённым моментом затяжки для каждого типа соединителя.
И да, человеческий фактор. Сборщик должен понимать, что он делает и зачем. Мы раз в квартал устраиваем разбор полётов: выносим на стол бракованное изделие и всем цехом разбираем, на каком этапе и почему была допущена ошибка. Без поиска виноватых, чисто для обучения. Эффект потрясающий — общий брак по сборке упал в разы.
Вместо заключения: мысль вслух
Так что, возвращаясь к началу. Изделия из алюминиевого профиля — это не просто склейка ?палок?. Это цепочка решений: от выбора системы (тут, кстати, опыт таких производителей, как ООО ?Шоулюй Алюминий (Ланфан)?, который они накопили с 88-го года, очень ценен) до последнего закрученного винта на монтаже. Можно делать дешево и быстро, но тогда не удивляйся звонкам с рекламациями. А можно вкладываться в качественные комплектующие, оборудование и обучение людей. Второй путь сложнее, но в долгосрочной перспективе — единственно верный. По крайней мере, для тех, кто хочет спать спокойно и чтобы их имя ассоциировалось с надёжностью, а не с постоянным ремонтом.
Сейчас, глядя на новые проекты, всё чаще думаю не о том, как бы удешевить, а о том, как бы сделать так, чтобы через десять лет не было стыдно за свою работу. Наверное, это и есть главный критерий. Всё остальное — технологии, допуски, стандарты — лишь инструменты для достижения этой цели.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Серии алюминиевых профилей для складных дверей
Серии алюминиевых профилей для складных дверей -
 Алюминиевый профиль для противомоскитной двери с сеткой алмазная серия 90AL
Алюминиевый профиль для противомоскитной двери с сеткой алмазная серия 90AL -
 Теплоизолирующий алюминиевый профиль с терморазрывом серии SL70
Теплоизолирующий алюминиевый профиль с терморазрывом серии SL70 -
 Серии алюминиевых профилей для противомоскитных сеток
Серии алюминиевых профилей для противомоскитных сеток -
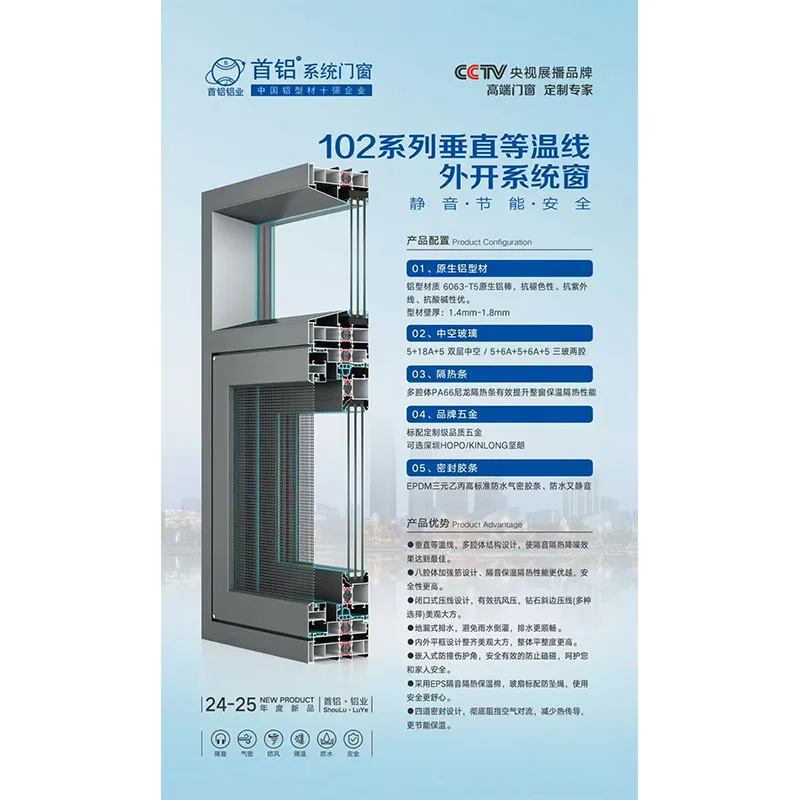
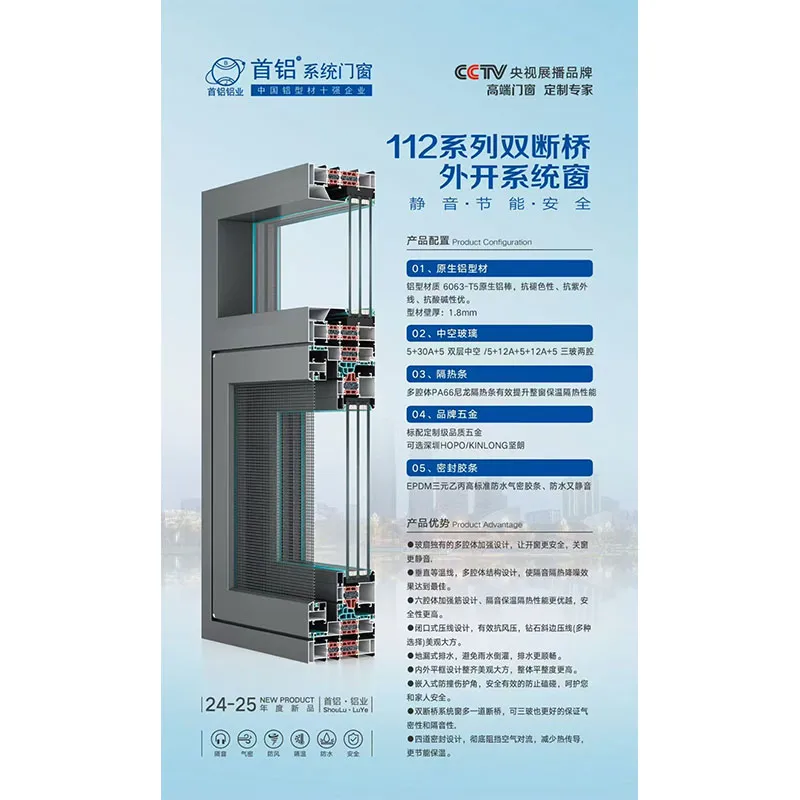 Профили серии 112 для системных окон с двойным терморазрывом и наружным открыванием
Профили серии 112 для системных окон с двойным терморазрывом и наружным открыванием -
 Профили серии 108SL для системных окон с терморазрывом и трехкамерным стеклопакетом и интегрированной москитной сеткой
Профили серии 108SL для системных окон с терморазрывом и трехкамерным стеклопакетом и интегрированной москитной сеткой -
 Фурнитурная ручка-замок
Фурнитурная ручка-замок -
 Профили серии 80AL для системных окон с терморазрывом и рамой вровень со створкой
Профили серии 80AL для системных окон с терморазрывом и рамой вровень со створкой -
 Профили серии 80ZRH для системных окон с терморазрывом и рамой вровень со створкой
Профили серии 80ZRH для системных окон с терморазрывом и рамой вровень со створкой -
 Алюминиевый профиль для противомоскитной двери с сеткой алмазная серия 85AL
Алюминиевый профиль для противомоскитной двери с сеткой алмазная серия 85AL -
 Теплоизолирующий алюминиевый профиль с терморазрывом серии LC65
Теплоизолирующий алюминиевый профиль с терморазрывом серии LC65 -
 Профили серии 100AL для системных окон с рамой вровень со створкой и двойным внутренним открыванием
Профили серии 100AL для системных окон с рамой вровень со створкой и двойным внутренним открыванием
Связанный поиск
Связанный поиск- Алюминиевые профили для распашных окон с москитной стальной сеткой
- класс алюминиевого профиля
- замена алюминиевого профиля
- алюминиевый профиль для дверей
- алюминиевый профиль за метр
- алюминиевые профили ш образные
- алюминиевый профиль для дверей скрытого монтажа
- вес метра алюминиевого профиля
- алюминиевый профиль с терморазрывом для окна
- Алюминиевые профили для решеток